Ce blog a été créé pour illustrer les différentes étapes de construction en strip planking du Mahi-Mahi 2 , cata open de 9×6m , modèle : One Off. Le strip planking est en fait une ancienne méthode de construction navale qui permet de se passer de moule. (Juxtaposition de lattes de bois, généralement du Red Cedar, sur un profil). L'objectif de ce blog est de montrer que ce type de construction est accessible au plus grand nombre.
ou coupe en biseau, permet d'abouter des pièces de bois de longueurs standard, pour obtenir de grandes longueurs. Dans notre cas, nous partons de tasseaux de 3,05 ml pour obtenir des lattes de maxi 9,10 ml.
Nous allons donc tailler toutes les extrémités de nos tasseaux en biseau. On considère que la pente d'un scarf doit être comprise entre 8 et 10%, selon la nature du bois, pour obtenir une surface de collage qui rendra jusqu'à 95% de la résistance initiale.
Nous avons retenu une pente de 9% pour nos scarfs, soit une surface de collage de 11 cm.
Le mode de fabrication du biseau sera une découpe à la scie circulaire.
Le reste en image:
Les lattes sont disposées côte à côte sur le chant contre le guide à 9% et en butée au bord du plan de travail. Un guide de découpe pour la scie circulaire est alors vissé au bord des lattes
Vue AR de la découpe des scarfs à la circulaire
On peut même "charger" en lattes les deux côtés du guide à 9%
vue de l'avant
le résultat après le passage de la circulaire
En vidéo:
Le résultat après découpe :
comme le résultat de la découpe à "main levée" n'est pas absolument parfait, une rectification à la ponceuse à bande s'impose...
pas mal mais pas parfait ...
Finition à la ponceuse à bande:
Un tasseau comme guide, deux petites cales pour décoller la latte du plan de travail . la ponceuse à bande à 9% du guide, Voilà notre boîte à scarf ! en grain prenez du P36 pour les bandes, redoutable d'efficacité !!
En vidéos :
Une autre méthode. Plus long à régler ...
le résultat
Le collage des scarfs:
Collage à la PPU (colle bois Polyuréthane Marine) pour garder un collage souple pour éviter un "point dur "dans la flexion de la latte et surtout pouvoir coller quelle que soit le taux d'humidité.
De plus la colle PPU réagit en moussant à l'humidité ambiante, cela comble les petits défauts éventuels et améliore l'adhérence. Tout bon quoi !
Le plan de travail va nous servir cette fois ci à disposer les lattes côte à côte et sur le chant et utiliser toute la largeur .
Le reste en image :
On insère une petite bande de plastique entre chaque latte pour éviter la catastrophe ! Des tasseaux vissés sur les bords du plan de travail permettent de serrer les lattes centrales avec les petits coins récupérés des scarfs.
Bien positionner les petites bandes de bâche pastique
Un petit repère sur les lattes que l'on va venir insérer pour être bien précis scarfs contre scarfs
L'encollage à la volée.
Les lattes sont prêtes.
On peut commencer alors a insérer les lattes encollées, la pression sur le collage se fait au fur et à mesure de l'avancement du travail.
On insère la première latte, la deuxième viendra finir de se serrer et plaquer le collage et ainsi de suite sur toute la largeur
la colle réagit et commence à mousser
Après avoir fait toute la largeur on fini le serrage avec des petits coins en guise de serre joints
Quand une couche est réalisée, on peut commencer une nouvelle couche, ce qui permet un très bon rendement avec très peu de matériel de serrage.
Le lendemain, on rabote le surplus de colle au surform (rabot-lime)
Bon maintenant que nous avons débité nos lattes, nous allons les usinées de manière à obtenir un profil trapézoïdal afin de générer l'interstice dont nous aurons besoin pour le collage des chants en one shot.
Pour l'instant notre profil de latte est rectangulaire .
Pour créer le trapèze, nous allons nous servir plutôt de la scie circulaire fixée sous notre plan de travail ; d'une part parce qu'elle est déjà en place, et d'autre part parce que cela débite beaucoup plus vite qu'une petite fraise de défonceuse et que je n'ai pas sous la main de fraise avec un angle de 5° ...
Donc c'est facile, on règle l'angle de la circulaire sur 5° et ensuite on va utiliser un tasseaux bien droit (en red cedar) . .
Ce tasseau/guide devra être positionné de manière à ce que la lame de la circulaire vienne légèrement s'encastrer dedans et que la lame ne taille la latte que sur le strict minimum d'épaisseur pour garder le maximum de largeur.
Ensuite, positionner des tasseaux/ressort en latéral et horizontal comme pour le délignage pour bien plaquer la latte contre le guide en veillant à bien les positionner un peu avant et après la lame et non pas au même niveau.
Passer l'ensemble des tasseaux en veillant bien à repérer le sens de passage à l'usinage pour faire un trapèze et non pas un losange...
En image :
régler l'angle de la lame sur 5°
4 lattes/ ressort en pression latérale et verticale + un double guide en sortie pour que notre latte reste au maximum au contact avec la lame de la circulaire et que l'usinage soit le plus précis et régulier possible.
le passage de la première latte. Je vous conseille de faire ce boulot à deux, un au remplissage et l'autre à la sortie, sinon sur 1500 lattes c'est vraiment sportif et fastidieux !
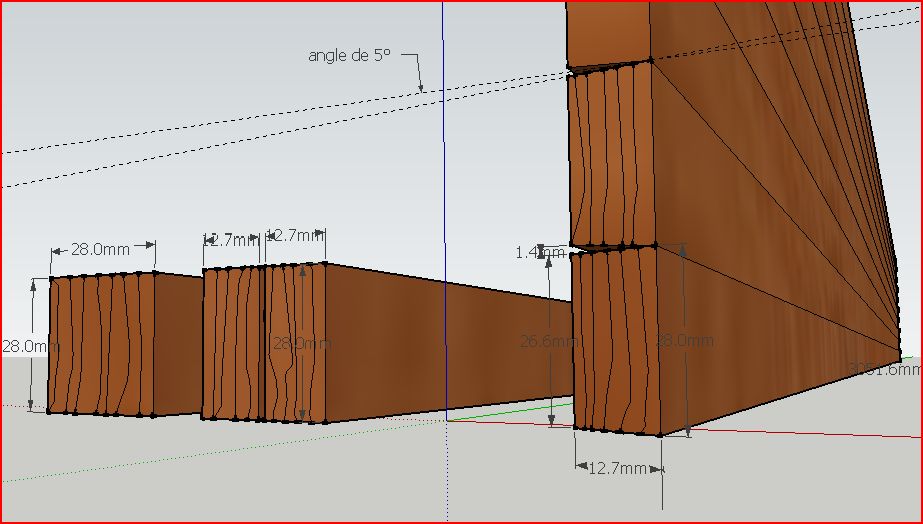
le résultat après usinage: un interstice de 1,4 mm qui va nous servir à coller les lattes entre elles en one-shot
Débit des tasseaux en lattes trapézoïdales avec un scarf (coupe en sifflet) sur chaque extrémité.
Tout d'abord, pourquoi trapézoïdale plutôt que parallélépipédique (houlà!)
débit : du tasseau à la latte trapézoïdale . fil du bois debout pour une résistance longi max
Comme on peut le voir sur ce schéma les lattes trapézoïdales une fois disposées bord à bord laissent apparaître un interstice de 1,4mm .
cet interstice va servir à accueillir le joint de colle époxy entre les lattes et les rendre solidaire.
On a retenu la technique du montage des lattes/lisses jointives à sec. L'ensemble des lattes sera monté à sec et le collage se fera en "one-shot", en une fois.
Pourquoi ?
On est en hiver, au 45° parallèle Nord, il fait trop froid et trop humide pour faire un collage époxy au fur et à mesure. L'époxy est trop sensible au deux.
un collage et montage simultané des lattes contamine les outils, le poste de travail, les hommes et leur environnement .
cela oblige à préparer que de trop petites quantité de colle sans compter qu'il faut ajouter à chaque fois les charges après le mélange base + durcisseur... cela consomme beaucoup de petit matériel et prend du temps.
Les avantages de la pose à sec et du collage en one shot.
l'ensemble de la pose des lattes se fait proprement sans contamination .
c'est rapide, on ne s'occupe que du calage des lattes sur les couples
le montage des lattes peut se faire en hiver sans avoir à gérer le froid et l'humidité. Donc pas d'obligation d'avoir à chauffer le local.
pas de préparation de petites quantité de colle
on choisit son jour de beau temps pour le collage one shot. On étuve bien le lattage avec un petit chauffage et une bâche pour amener la température et l'humidité relative du bois à des valeurs optimales . +20° et - de 12% d'humidité pour le bois.
le collage en one shot se fait en préparant de bonne quantité de colle époxy + charges
cela limite les dangers du mauvais dosage entre base durcisseur et charges.
pas de perte ! plus économique.
le bourrage des joints se fait rapidement et efficacement au squeeze (raclette).
et enfin : l'épaisseur du joint de colle ainsi formé assure un isolement des lattes entre elles. En cas de scratch ou de poinçonnement sur la coque, il n'y aura pas de migration de l''infiltration d'eau d'une latte à une autre .
Donc , débit des lattes :
bien repérer le sens du fil du bois avant de déligner les tasseaux en lattes
une scie circulaire fixée à l'envers, lame parfaitement d'équerre par rapport au plan de travail
bien régler le guide parfaitement parallèle à la lame
trois tasseaux de bois fixés pour faire ressorts et plaquer le tasseaux en latéral contre le guide et en vertical contre le plan de travail , et voilà notre outillage prêt pour débiter 1500 lattes ...
Avec une lame CMT orange tools qui enlève seulement 1,3 mm de matière ...
C'est très rapide et précis.
Ensuite rabotage des lattes à la côte dans notre cas : 12,7 mm
une dépense indispensable: un rabot stationnaire. Très efficace.








































{kind=link}